The image is compared to the Machine Learnt Database through our software application to detect variation from the norm. Besides, it denoise images and,
The image is compared to the Machine Learnt Database through our software application to detect variation from the norm. Besides, it denoise images and,

The very early humans learnt how to test their devices invented from wood and stones to keep their life safe when they encounter a danger

All the complicated places welding job should be minimized to save time and money and the health risk for the welders. As you see in this photo, the welder has a difficult posture to do his job

A Pipeline is broken. Lots of raw oil is wasted. Something which is hidden is the environment pollution. If it is in the desert, it

Mr. Hooman Hosseinpour Khoshghalb (CEO) Mr. Heshmatollah Maleki (MD) Mr. Khaled Matoorianpour (GM) Mr. Mohammadreza Matoorianpour (Director o Product Design) Mr.Mehdi Parazaran (Director of Operations)
Our product is a software application to be offered on an annual subscription basis. The proposed method consists of preliminary radiographical images, subsequently fed through our software to detect anomalies and flaws in real-time. It is a computer-aided software for automatic fault detection using Radiation Sourced images. This proposed software contributes towards the improvement of automatic detection and assists weld inspectors in the preparation of technical reports.Business Goals Implementation a software based on Machine Learning (ML) and Artificial Intelligence (AI) in order to: 1- Detect and to characterize Welding Problems on pipes 2- Analysing, enhancing, and reconstructing images to optimize image characteristics 3- Labelling the dataset with the type of cracking and geographical conditions. 4- Ability of predict when maintenance is required on a specific location according to the map and the categorization of the problem 5- Saving a great deal of wasted capital due to the timely repair and maintenance of the problem.
Pipelines: Systems of connected tubing used to transport goods and materials such as: · Sewage and water, · Natural gas, · Biofuels, and · Liquid petroleum. · Etc. such as edible oil! The US and Canada: More than 840,000 km of pipelines run through Canada as part of a broader oil and gas segment that employs between 100,000 and 200,000 Canadians. Timely inspection of the joints pipeline, especially welded joints, guarantee safety and quality of the pipeline and reduce hazardous and other dangerous problem for humans and the environment. These regular inspections are carried out by Non-destructive Testing (NDT) techniques. Non-destructive testing permits us to examine structures, materials, or components without damaging or destroying the object being tested and provides a means to guarantee product reliability and quality (Some Used for humans too! Such as Sonography, X-Ray, Gamma-Ray, CT-Scan, etc.) Such As: Visual Inspection: Low Cost but requires experienced technicians who may be in physical or mind fatigue: Not precise… The NDT widely used techniques:
a. Single Wall Single Image (SWSI), the radiographic source is placed inside the pipe, the film wrapped around the outside of the pipe, and the exposure made may also be known as a panoramic exposure: Fast and Economic
b. Double Wall Single Image (DWSI), used on pipes over 80mm in diameter Where access to the bore is not feasible, or the pipe diameter is too small to allow the use of an internal source : Weaker resolution & requires multiple exposure and
c. Double Wall Double Image (DWDI): used only on pipes less than 75-80mm in diameter, by offsetting the source from the weld centerline and using a long source to film distance, it is feasible to project an image onto the film of both the upper and the lower parts of the weld.
Ultrasonic: The piezoelectric effect of the ultrasonic transducer makes it feasible to transmit and receive from within the equipment : Needs experienced technician and device
Thermography: has to be used in conjunction with drone services to make this method of inspection more efficient and cost-effective
Acoustic emissions: Detects the presence of rarefaction waves produced by leaks in pipelines: Not preventative
Eddy current testing, electromagnetic testing (ET/RFET): Only conductive materials can be inspected. Skill, training, and set up is required. Depth of penetration is limited, and surface must be accessible to the probe
Dye, Liquid penetrant: Only detects discontinuity in the surface
Magnetic Particle Inspection: (MPI): Used for ferrous materials and needs electricity supply
Positive material identification (PMI): Carbon, sulfur, and phosphorous: difficult for very tiny defects
Ultrasonic phased array (PA): Direct access to material is required and not suitable for small piping, and it is Operator dependent
Long-range ultrasonic testing (LRUT): Precise measurement of minimum wall thickness is not possible.
Guided wave (GW): The geometry of the pipework to be inspected affects the test range.
Time of flight diffraction (ToFD): The dead zone is approximately 5 mm, and there is no flaw detection in this zone
Corroscan (C-scan): Access required and more suited for air crafts
Magnetic flux leakage (MFL): After the fact detection
Remote visual inspection, endoscopy/videoscopy (RVI): Manual intervention required
Hardness measurements (HT): Requires a surface polished to nearly a mirror finish. It cannot be performed on thin material
Alternating current field measurement (ACFM): Not recommended for short sections or small items.
IRIS testing: It is unable to detect cracks.
Radiography has been one of the most sorted out techniques in the NDT process. Radiographic Testing (RT), apply X-ray or gamma rays (electromagnetic radiation) to study the internal or external structure and integrity of the pipeline or apparatus. These waves have short wavelengths, and they can infiltrate and travel through structural things such as steel and metallic alloys.
Even though NDT is usually used in the oil and gas industry for monitoring and ensuring the integrity of structures, most of the inspection done by manually checking the radiographic image through naked eyes, and this introduces errors in the process.
The human inspector:
· Extensive experience and
· Full knowledge of the applied technique.
· Besides, the increase in workload can lead the inspector to miss detecting weld defects because of physical or mental fatigue.
· Additionally, radiography radiographic images can have an unwanted change in pixel values in an otherwise homogenous image, and there is a need to reduce the amount of noise and enhance the quality of images.
For the reasons stated, we are suggesting a software application tool that can efficiently assist inspectors in the detection of defects in welded joints, denoise images, and enhance image quality, based on Edge computing and using novel machine learning methods.
This application software can be installed on the computer or mobile device, which could be an invaluable tool, for the Nondestructive Testing Industry, saving time, cost, effort, and increase efficiency.Our product can accommodate all three radiographic images, namely SWSI, DWSI, and DWDI.
We categorize weld defects as
· Cracks,
· Weld Pore,
· Solid inclusion,
· Nonwelded area, and
· Violation of the welding form
· Besides, flaw detection, manual welding has many insufficiencies.
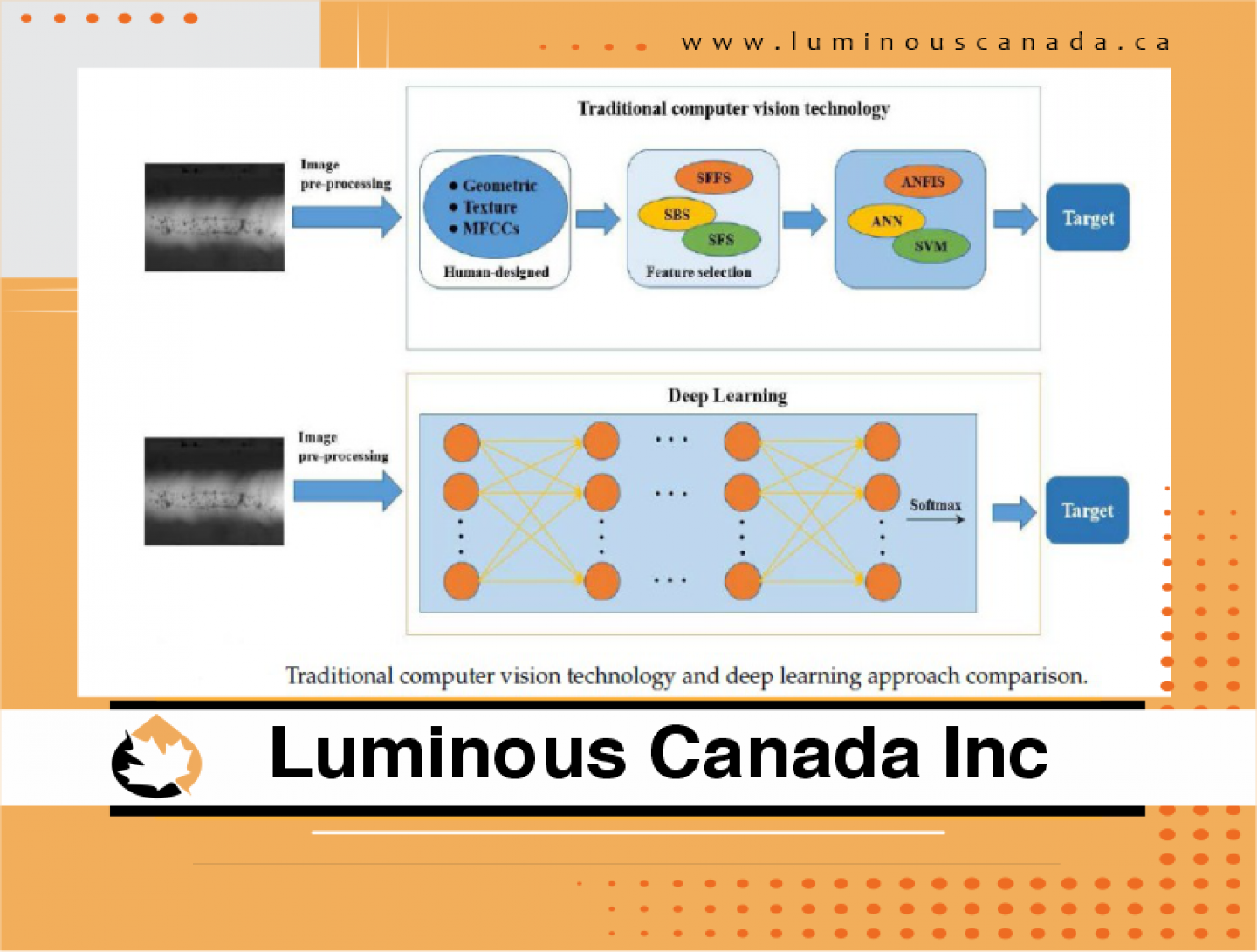
We propose an automatic welding defect detection system, which is a computer software application, using Radiation Sourced images (gamma rays). Our software can take the image of a pipe with its welding defects and compare them to an optimal database where the “perfect” constitution of the image is stored, and indicate deficiencies in real-time, using Machine Learning Algorithms (ML). Our proposed method for automatic detection and classification of faults and defects in the radiographic images of welded joints is attained through an exposure technique of double-wall image (DWDI). There has been a limited study done in this technique so far. Initially, the Radiography image using DWDI is loaded from a source. The source, which is the equipment, taking the radiograph image, is positioned slightly far from the pipe. The source is kept at an inclination that avoids the overlapping of the top and bottom welds. Usually, two exposures are taken by rotating the pipe by 90 degrees, so we have radiographic images where both walls of a tubular section are superimposed, resulting in an elliptical image. The image is compared to the Machine Learnt Database through our software application to detect variation from the norm. Besides, it denoise images and, enhance image quality. It is an automatic real-time detection and classification software to assist inspectors in identifying defects in welded joints efficiently. Machine Learning is a category of artificial intelligence (AI) techniques that teach computers to learn by example. In machine learning (ML), supervised learning (SL) approach classification is used in which the computer application learns from the data fed to it and then uses this learning to classify a new observation. This data, which is loaded beforehand through Deep learning (DL) and stored in the cloud database, gets automatically updated as new information is detected. There is no additional programming required. We use the most advanced technology available such as Deep learning, which is a collection of algorithms in machine learning (ML). Convolutional Neural Networks (CNN) have been recently employed to solve problems in medical image analysis fields. A Convolutional Neural Network (ConvNet/CNN) is a Deep Learning algorithm that can take in an input image, assign importance through learnable weights and biases, to various aspects and objects in the image and differentiate one from the other. The pre-processing requirement in a ConvNet is much lower compared to other classification algorithms. We use Fuzzy logic in conjunction with CNN for classification purposes. The combination of technology is what makes our application software unique and patentable.
The proposed Luminous Canada Inc. software is an approach to diagnose the problems, shortcomings, and problems of connections that are welded together, so in all industries, in all weather conditions and all types of pipes (in terms of components - metallurgy) including oil, gas, water, food industry and other industries will be exploitable. Mission StatementProvide the creative and cost-effective solution in nondescriptive testing through computer-aided technology to create a fully-integrated construction and maintenance solution to the North American Energy Market by way of a collaborative approach with our partners and clients
Selling the software and application subscription.




